



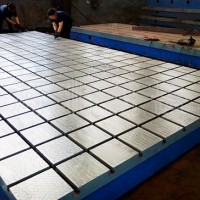


鑄鐵檢驗平臺進行熱處理的目的是減少鑄件中的應力,電機試驗平臺的部分白口組織,提升電機試驗平臺工作表面的硬度和抗磨性,使電機試驗平臺的精度穩定,抗磨有力的,回過火的鑄件也能很好的加工。電機試驗平臺基面變換的基本原理,就是以原始測量數據數值的增減來表征基準平面的平移或旋轉或既平移又旋轉。通過基準平面適當的平移、旋轉,使被測面上各點高度相對于旋轉后的基準平面的數值符合小條件判別準則的要求,獲取小條件原則的平面度誤差值。

確定電機試驗平臺平面度準確的技術條件:
1、沙眼與氣孔:填充物的的硬度相應要低于平臺本身的硬度。
2、自然時效:按標準應該是2-3年自然時效,由于此工序時間太長,企業受資金周轉影響已不可能等待那么長時間,多以激振器通過振動時效代替。雖然這種工藝的效果尚未明確,但在環球上已普遍使用。
3、材質要求:鑄鐵HT200-300,硬度:HB170-240。
4、配件選擇:主要是支架選擇,支架用材為壁厚1.5-2mm的方鋼和角鐵,焊接密度和結構要正確,調節螺栓要旋轉方便。
5、厚度要求:主要包括平臺上工作面厚度,側圍厚度和高度,以及底面筋板的厚度、高度和密度。
6、鏟刮工藝:人工鏟刮在電機試驗平臺加工過程中是較重要的工藝,它決定了電機試驗平臺的平面度誤差大小,以及工作面的可接觸點數。
7、清砂與涂漆:平臺底面清砂要全部,干凈且噴涂紅色防銹漆。側面要平整后再涂漆,一般涂籃漆或綠漆。
8、人工退火:在回火窯經過600-700度高溫退火時效處理。
9、包裝要求:主要是木質包裝,盡量選用厚質木材覆蓋平臺上工作面,需要時做全封閉包裝。包裝前平臺工作面防銹措施相應要做好。
10、運輸要求、在平臺裝車后,檢查是否有懸空,如有懸空要墊實,避免振動。平臺不要摞放過高以免擠壓變形。
11、安裝調試:一般先用用框式水平儀調平,在用光學合像水平儀或電子合像水平儀再進行一次平面度誤差測量,如有問題可要求平臺生產商來現場鏟刮修理。
12、正確使用:電機試驗平臺在調試完成后即可使用,室溫控制在20±5℃使,在臺面上檢測工件要輕放輕挪,不要集中使用一個區域,盡量均勻使用整個電機試驗平臺的面積。
河北威岳機械有限公司(http://www.chinaweiyue.com/)公司始建于1968年,是原機械部平臺平板定點生產廠,主營產品:T型槽平臺、鑄鐵地軌、鏜床工作臺、地槽鐵。另我公司可根據用戶需要有技術團隊上門為客戶安裝調試刮研修理平直量具和機床導軌等。