






10鋼管殼液壓式或注入彈性體式的成形技術,其高壓形成過程一般包括:
(1)介質如冰的膨脹或彈性體壓入使內部壓罰慢增長的過程;
(2)流體靜罰的骨高壓形成過程;
(3)端壓力如爆炸的動態過程等。介質可以是無定形的固體,液體或氣體,在系統中介質可依據要加工的形狀作任意變化,履行凸模功能,所以介質可等同于一個模具。圖四是板材超朔成形的例子,從圖中可見此時介質變成凸模。
 開關電源模塊外殼的形成工藝和維修方法同影響質量因素
開關電源模塊外殼的形成工藝和維修方法同影響質量因素<一>、開關電源模塊外殼的形成工藝和維修方法
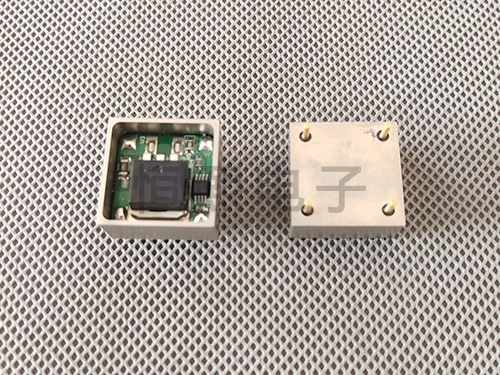
開關電源模塊外殼的優點,開關電源模塊外殼的產品長處:優良性高;工作效率高;設計軟啟動電路,交飄流涌電流以限制;使用壽命長;輸入電壓范圍寬,符合使用尺度;絕緣機能好,抗電強度高;具有短路,過載,過壓保護功能;體積小,重量輕,外觀大方等長處。包括底板和蓋板,底板的前,后邊連接有前側板和后側板,蓋板的左,右邊連接有左側板和右側板;前側板上設有電源插口孔,在該電源插口孔旁邊設有出風口,該出風口內設置風扇,出風口上設有柵欄;后側板上設有進風口,該進風口旁邊設有出線孔;其特點是,前側板上橫向設有一槽口;還包括一對導軌和一空氣濾網;所述的一對導軌距離設在蓋板內側,其與槽口垂直并與槽口兩端對應;變靈活。產品設計如需改,只需轉換或并聯另一合適電源模塊即可。
技術要求低。模塊電源一般配備標準化前端、高集成電源模塊和其他元件,因此令電源設計簡單。
電源模塊外殼有集熱沉、散熱器和外殼三位一體的結構形式,實現了模塊電源的傳導冷卻方式,使電源的溫度值趨近于小值。同時,又賦予了模塊電源規范性的包裝。質優優良。模塊電源一般均采用全自動化生產,并配以高技術生產技術,因此品質穩定、優良。
<二>、影響電源外殼氧化膜著色質量的因素
(1)若前處理除油過程進行不,會造成膜層出現明顯的白花斑,給著色帶來困難。
(2)電解溶液中Sn鹽濃度過低時,上色速度慢,當濃度高于25g/L著色速度適宜,但不易掌握,往往產生色差較大。
(3)著色溫度對著色有很大影響,溫度低于15℃時上色速度慢,過高則著色膜發霧,且Sn鹽容易水解反原,造成槽液混濁。(4)時間:電源外殼著色時間長短也會影響到著色質量和耐色性,如著色時間短,色淺易退色,時間長,色澤過深,表面易發花。
(5)著色電壓較低時,著色速度慢,顏色變化慢,容易產生色調不均,當電壓較高時,著色速度適宜,著色膜易剝落。
(6)無論在陽極氧化成膜或電解著色中,都要添加以表面活性劑為主的添加劑和穩定劑,其目的是于穩定成膜速度與膜厚,氧化膜的溶解和改變著色的均勻性。
滄州恒熙電子有限責任公司(http://www.hengxidianzi.com)主營多種不同型號的晶振外殼、電源外殼、金屬封裝外殼,配備鍍金、鍍鎳、鍍錫、電泳漆、陽極氧化等表面處理加工車間、全部實現本廠自主生產加工能、縮短交期等問題。產品遠銷北京、上海、廣州、深圳、西安、等地。