


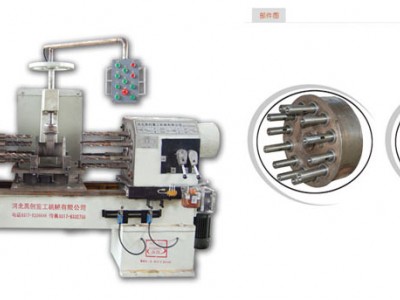
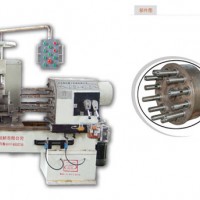


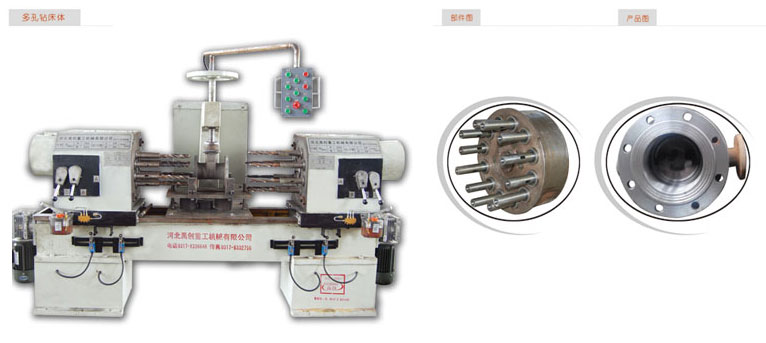
閥門多孔鉆床可完成空間多工位同時采用多把鏜銑刀具進行平面加工,還可完成閥門各法蘭連接面上的不同類型分布孔(如圓、橢圓、三角形等不規則分布孔系)的多工位同時加工,可大大提高加工效率,減少裝夾定位次數。
閥門多孔鉆床特點:
一個或兩個法蘭面的多個孔同時加工、加工效率高、減少人工、加工尺寸統一性高、操作簡便。
閥門多孔鉆床優點:
1、加工效率高:在加工過程中機床采取動力頭同時工作的方式可以在同一時間內完成閥體的鉆孔工序。所需時間在1-2分鐘。
2、減少人工:傳統鉆孔要使用模具一個孔一個孔的加工,浪費時間,本機床可以同時加工兩個面的多個孔,提 ,并且在操作時可以采用一個同時操作兩臺機床的方式。
3、閥門專用多孔鉆床適用于各種閥門管件:機床可以加工兩法蘭面在同一軸線上的任何閥體、單獨加工中口的閥體。
4、加工尺寸統一性高:調整完成后不用二次調整,只需把閥體放到工裝上壓緊即可進行鉆孔。
5、操作簡便:本機床操作簡單,有無經驗者一學即會。
 閥門機床液壓系統故障診斷原則以及程序研究
閥門機床液壓系統故障診斷原則以及程序研究[一]、閥門機床液壓系統故障診斷原則
一是先主后次的原則。針對可能性較大的故障原因進行深入的探測,若這個可能原因不是正確的原因,再進一步深入探測二可能原因。關鍵問題就是如何判斷各種故障原因發生的可能性大小,專用機床方法是根據故障信息以及經驗進行排序,有以下幾種方式:特征信息排序,即將故障發生的各種特征信息初步進行排序后,然后就對各種原因進行一一檢查。初始因素排序,即將質量差元件、負載較大元件、長時間運行元件以及緊密易損壞元件作為優先檢查的元件。故障原因概率排序,即利用統計的手段計算出各種原因發生概率的大小作為依據,進行故障原因檢查次序的排定。
二是先易后難的原則,就是先檢查便于拆卸、直接觀察以及測試的系統或者元部件,例如便于測試的電氣系統以及便于直接觀察的冷卻水等方面。然后,再排查難以直接觀察測試或者換拆卸的因素,例如體積較大且十分笨重的液壓缸和液壓泵等。一般設備工作的外部環境、結構簡單的外圍元件等較容易檢查,而具有復雜內部結構的元部件不易檢查,所以液壓系統檢查時一般按照液壓閥、液壓泵、液壓缸以及液壓馬達的先后順序逐個排查。
[二]、閥門機床電氣控制PLC程序研究
隨著計算機技術、微電子技術的快速發展,閥門機床的自動化水平有了明顯的提高。當前的閥門機床電氣控制系統還有一定的優化的空間。為了好地滿足市場需求,進一步提高閥門機床的可操控性和加工精度,推動生產工藝的轉型升級、新換代,相關研究人員應從多方面考慮,采用先進的設計方法,結合電氣控制理論知識,做好閥門機床電氣控制系統的設計工作。電氣控制系統的控制能力對整個閥門機床的加工生產有重要影響。在實際應用中,應結合不同行業的實際需求,優化設計閥門機床的電氣控制系統,合理設計該系統的各個模塊,并基于PLC程序設計實現多種控制功能,從而不斷提高閥門機床的運行效率。
PLC程序往往被看作閥門機床電氣控制的關鍵性部分,其中閥門機床的PLC程序可達到幾十毫秒~幾百毫秒的處理時間,此速度完成能夠滿足絕大多數信息處理的要求,但就某些對響應速度要求較高的信號而言,此處理速度亦存有某些局限性。鑒于此,該立式加工中心把PLC程序設計劃分成低級程序與程序兩大部分,其中從控制功能角度把低級程序劃分成若干模塊進行編制。
河北禹創重工機械有限公司(http://www.hbyc982.com)是一家集科研開發生產各種三面多孔鉆床的公司。三面數控鏜車床、雙面車床、硬密封閘閥專用機床設備銷往浙江、江蘇、上海、安徽、河南、河北、天津、遼寧等地。